
 机械标准零件
机械标准零件
 直线运动配件
直线运动配件
 气动元件
气动元件
 传动配件
传动配件
 液压元件
液压元件
 输送线及功能组件
输送线及功能组件
 工业铝型材及配件
工业铝型材及配件
 工业框体结构部件
工业框体结构部件
 紧固件
紧固件
 工业材料类
工业材料类
 工业控制·马达驱动
工业控制·马达驱动
 传感器·工业视觉
传感器·工业视觉
 低压电气
低压电气
 电气辅材
电气辅材
 线缆线束及连接器
线缆线束及连接器
 散热·加热·除静电·除尘
散热·加热·除静电·除尘

图片仅供参考,请以已选的规格为准
夹具输送机 环形轨道夹具分度系统 头部驱动 主体:铝型材
条件筛选:
类型 环形轨道夹具分度系统
主体 型材
皮带类型 进口高扭矩同步带
驱动 头部驱动
种类筛选 夹具分度系统
产品型号:
请先点击左下侧选项进行选型>>
登录后可查看价格、加入购物车、一键购买
立即登录
型号筛选
未生成型号,还有 16 项未选择
重置
代码
产品选型
工位数
2~30
/1
重定位工位数
0~30
/1
环轨直径B
环轨形式
导轨长度L
300~6000
/1
X轴导轨长度LX
300~6000
/1
Y轴导轨长度LY
300~6000
/1
相邻工位中心距Y
120~1600
/20
环轨安装方式
定位方式
环轨配置
伺服品牌
伺服功率(W)
减速比
电机输入电压(V)
输出信号
技术图档
3D预览
材质图
参数图
材质图
| 代码 |
类型 |
材质 | 表面处理 |
||
| 型材 | 马达盖板 | 带轮固定座 | 型材 | ||
| KSD02 | 环形轨道夹具分度系统 | 铝材 | 阳极氧化处理 | ||
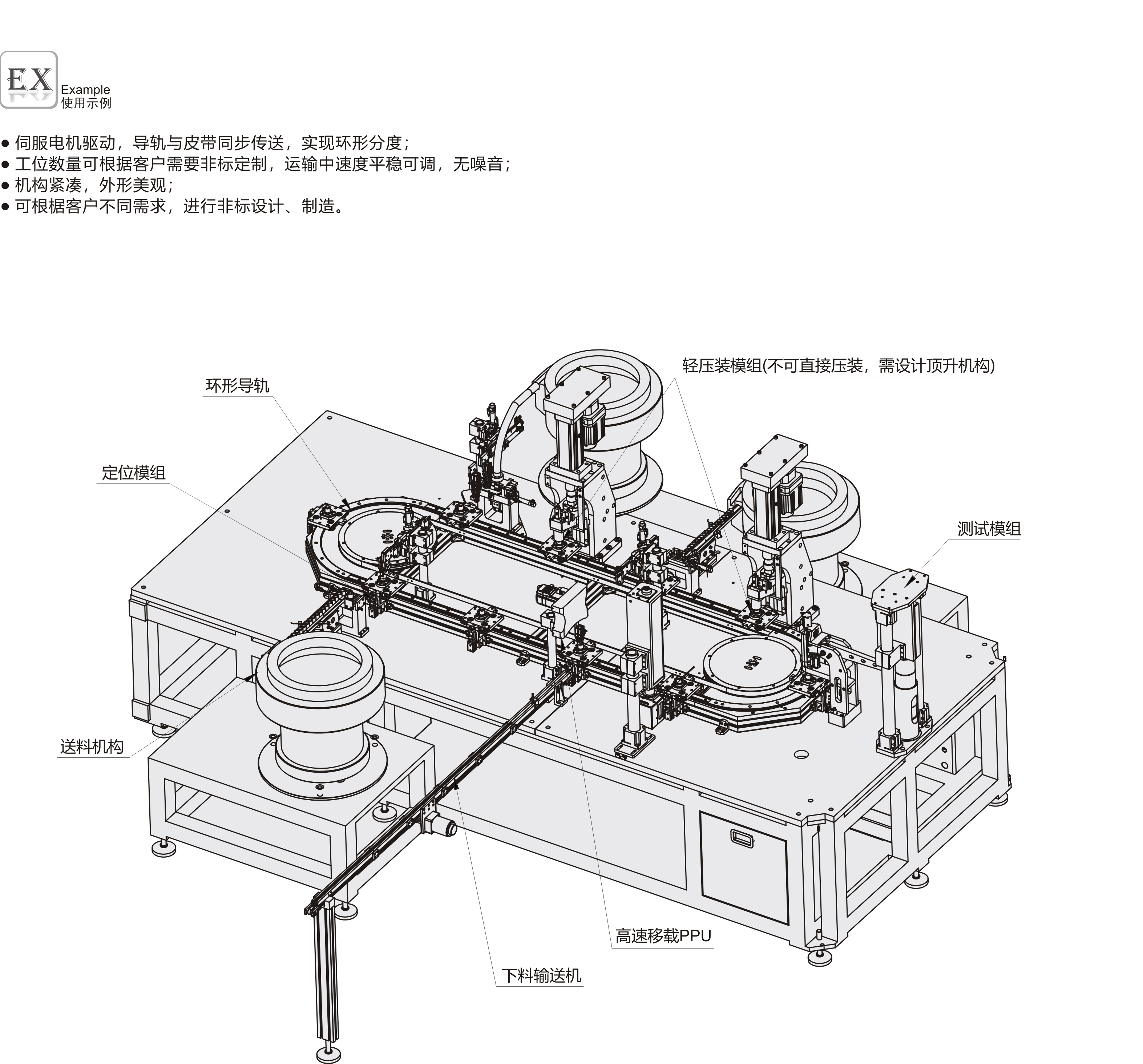
![]() 产品简介
产品简介
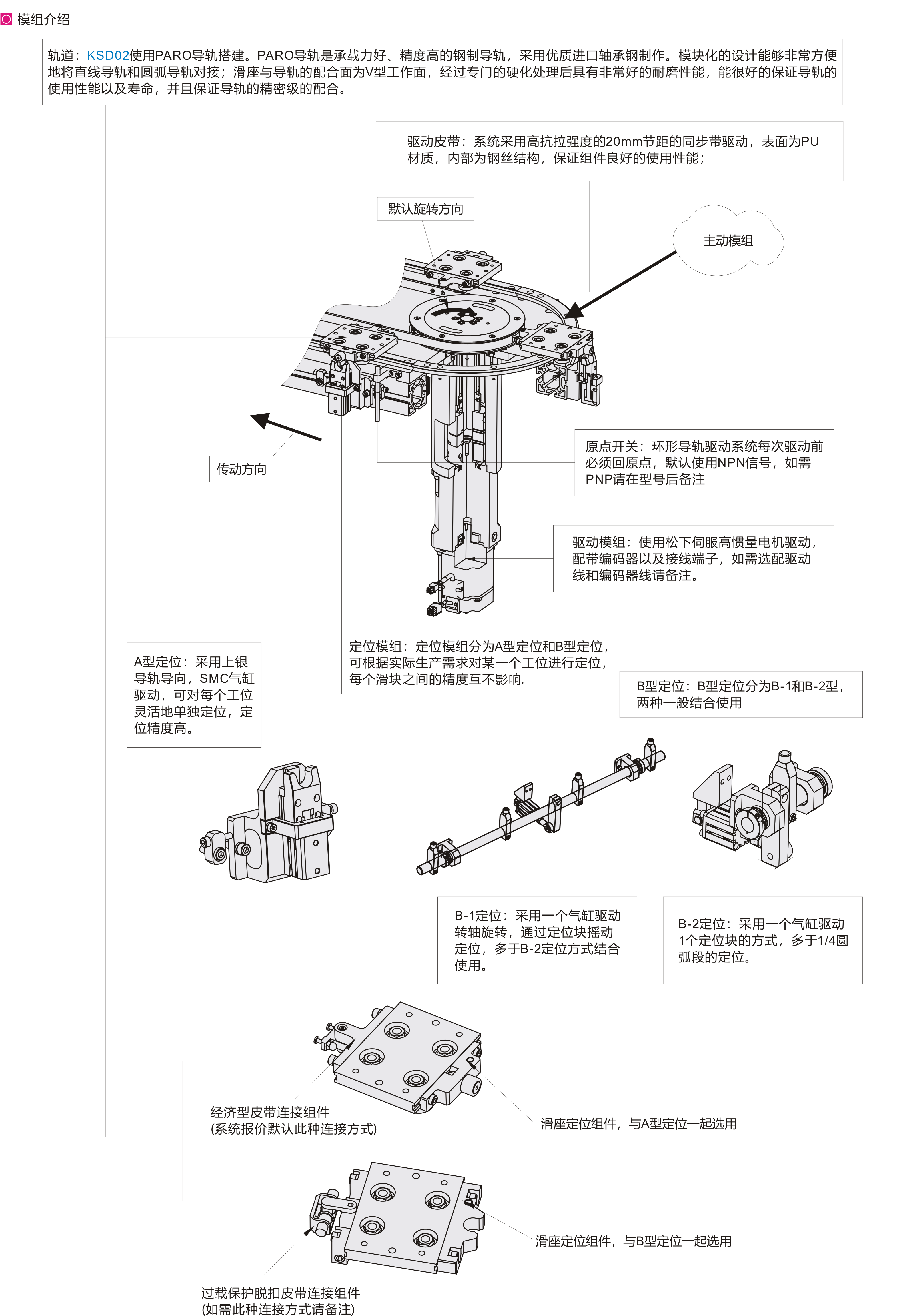
● 该环形分度系统使用伺服电机驱动,输入控制信号即可控制环形分度系统,能满足多种形式的传送运动;
● 夹具安装在系统滑块上,通过浮动销钉与同步带的连接,浮动式销钉连接即保证了滑块在直轨道上的平
稳输送更实时修正了滑块入弯后滑块的内偏值。
●该系统使用独立定位模块进行二次定位。系统可实现多个随行夹具同时传送和定位,为自动化设备工位
与工位之间平稳高速地传送工件。
![]() 产品特性
产品特性
● 产品结构紧凑、外形美观,运行时稳定且无噪音;
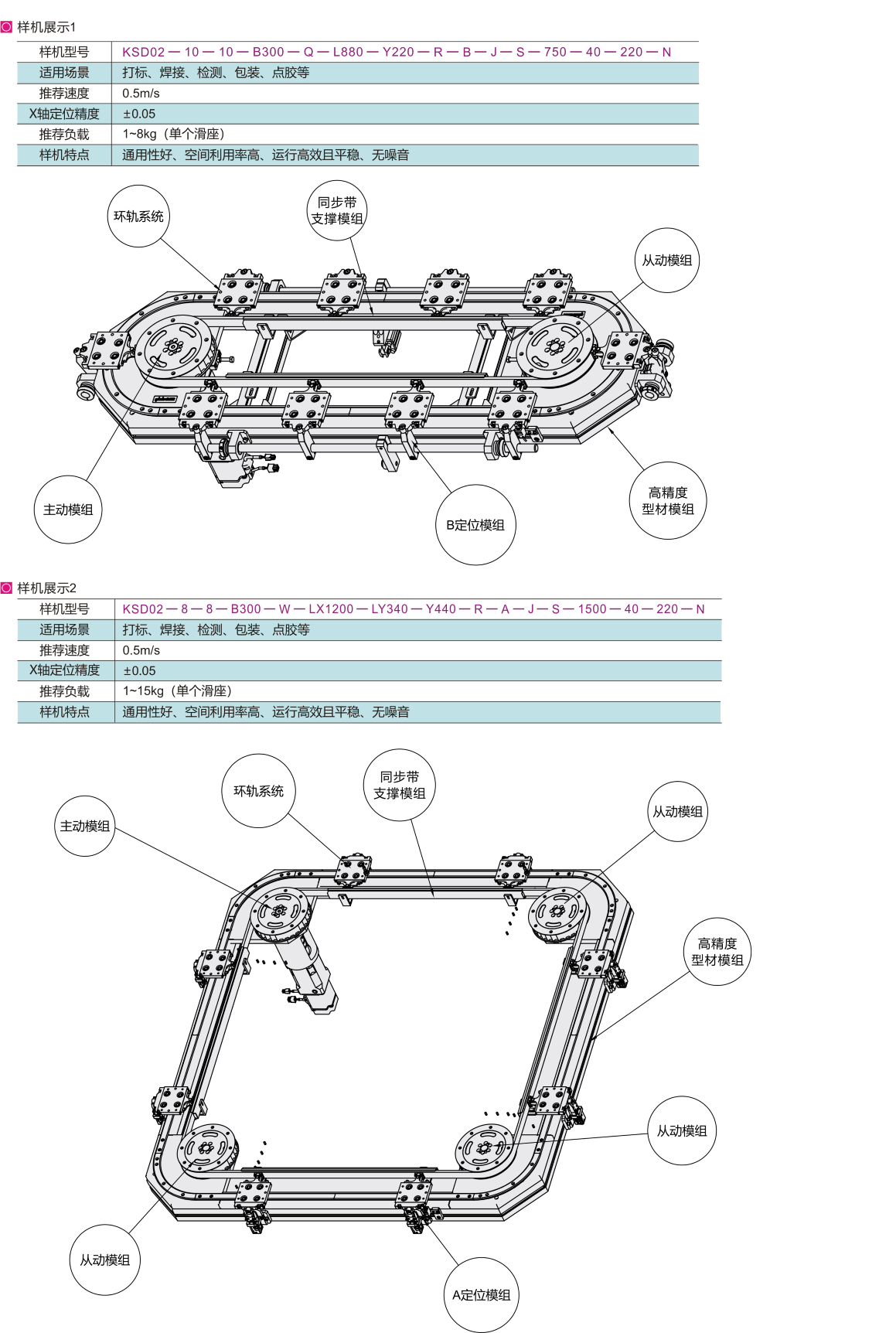
● 此环形分度型夹具输送线分25系列和44系列,每个系列根据环轨直径又分两个型号,可以充分满足客户
的各种尺寸和工作要求。
● 轨道选用优质进口轴承钢经数控导轨磨床精密研磨加工,工作面经硬化处理,具有非常好的耐磨性能。
● 可根据客户提供的产品尺寸、设备布局等进行非标设计和制造。![]() 应用场合:
应用场合:
● 多用于中小型的装配检测自动化设备,实现产品在工位与工位之间的高速传送;
● 常与纯凸轮抓取系统配套使用、实现产品高速传送、高速抓取。
![]() 注意事项
注意事项
● 本产品不含电机,电机需另行选购:
● 工装治具+产品负载和速度不得超过我司官网设计要求标准;
● 本产品严禁冲压、压装和偏载使用,否则影响使用精度和寿命。
参数图
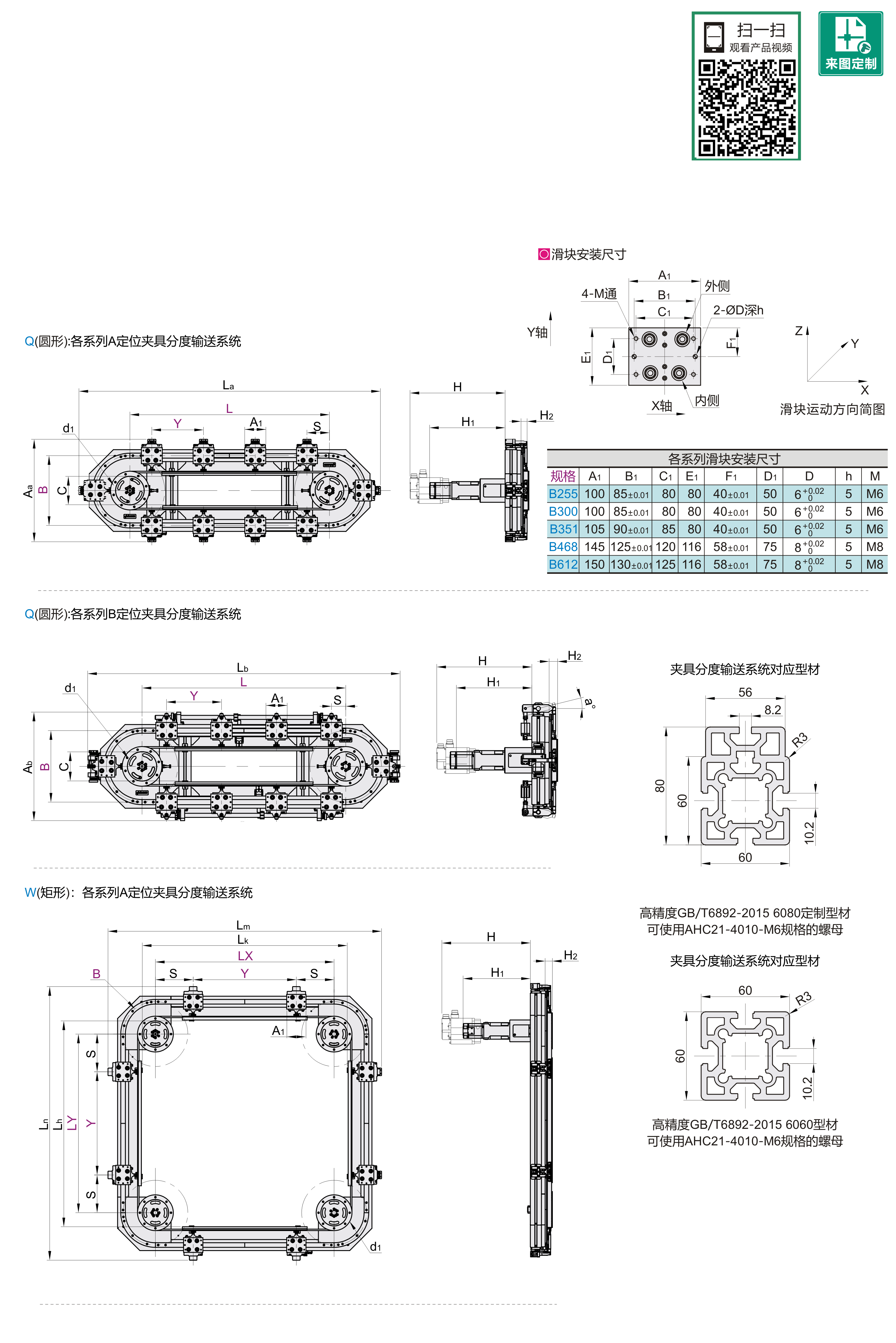
![]() Q(圆形)
Q(圆形)
| 型号 | 重定位 工位数 |
B 环轨直径 (mm) |
环轨 形式 |
L 导轨长度 |
Y相邻工位 中心距 |
环轨 安装方式 |
定位方式 | 环轨配置 | 伺服品牌 | 伺服 功率 (W) |
减速比 | 电机输入 电压 (V) |
输出 信号 |
X方向移动方 向无定位公差 (mm) |
YZ轴水平高度 重复定位精度 (mm) |
X轴移动方向最 高重复定位精度 (mm) |
|
| 代码 | 工位数 | ||||||||||||||||
| KSD02 | 2~30 | 0~30 | 255 300 351 |
Q (圆形) |
300~6000 (最小单位20) |
120~1600 (最小单位20) |
R (水平安装) L (垂直安装) |
A 气缸单个控制, 直顶模式) |
B:标配型 J:经济型 |
S(松下) M(三菱) T(台达) A(安川) K(汇川) X(西门子) Q(其他) |
750 1500 |
40 | 220 380 |
N (NPN) P (NPN) |
±2 | B标配型:±0.1 J经济型:±0.2 |
±0.05 |
| 468 612 |
B (气缸单个或多联 控制,摇杆模式 |
B:标配型 | 1500 | ||||||||||||||
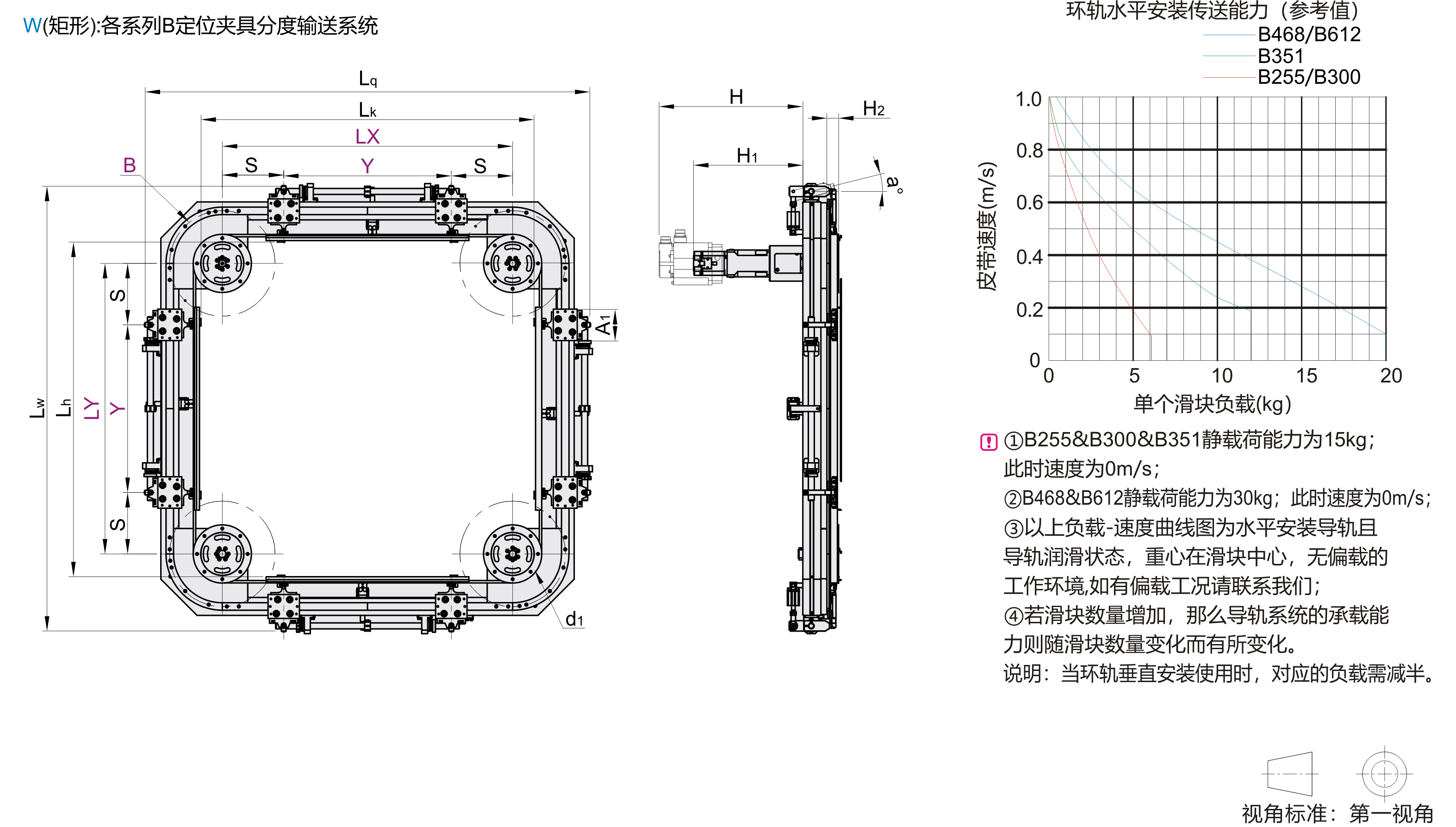
![]() W(矩形)
W(矩形)
| 型号 | 重定位 工位数 |
B 环轨直径 (mm) |
环轨 形式 |
导轨长度 |
Y相邻工位 中心距 |
环轨 安装方式 |
定位方式 | 环轨配置 | 伺服品牌 | 伺服 功率 (W) |
减速比 | 电机输入 电压 (V) |
输出 信号 |
X方向移动方 向无定位公差 (mm) |
YZ轴水平高度 重复定位精度 (mm) |
X轴移动方向最 高重复定位精度 (mm) |
||
| 代码 | 工位数 | LX长度 | LY长度 | |||||||||||||||
| KSD02 | 2~30 | 0~30 | 255 300 351 |
W (圆形) |
300~6000 (最小单位20) |
300~6000 (最小单位20) |
120~1600 (最小单位20) |
R (水平安装) L (垂直安装) |
A 气缸单个控制, 直顶模式) |
B:标配型 J:经济型 |
S(松下) M(三菱) T(台达) A(安川) K(汇川) X(西门子) Q(其他) |
750 1500 |
40 | 220 380 |
N (NPN) P (NPN) |
±2 | B标配型:±0.1 J经济型:±0.2 |
±0.05 |
| 468 612 |
B (气缸单个或多联 控制,摇杆模式 |
B:标配型 | 1500 | |||||||||||||||
![]() 选型说明
选型说明
①B255适用于一般载荷的中速运行,单个滑座最大负载可达6kg,速度不超过0.5m/s,
适用于宽度方向有空间要求的设备环形分度装置;一般推荐适用负载和速度3kg、0.5m/s;
②B300适用于一般载荷的中速运行,单个滑座最大负载可达6kg,速度不超过0.5m/s,适用于宽度方向有空间要求的设备环形分度装置;一般
推荐适用负载和速度3kg、0.5m/s;
③B351适用于一般载荷的中速运行,单个滑座最大负载可达12kg,速度不超过0.5m/s,B351系统的承载能力更强,且结构紧凑,同样适合较
小空间内的环形分度需求,一般推荐负载和速度为:5kg、0.5m/s;
④B468适用于一般载荷的中高速运行,其单个滑块最大负载能力20kg,B468适用于对宽度要求较为宽裕以及负载较大的场合,一般推荐使用负
载10kg、0.5m/s;
⑤B612适用于一般载荷的中高速运行,的导轨承载能力与B468一致,但其滑块比B468稍大,其单个滑块最大动载荷;能力为20kg、速度0.1m/s
以下,同样适用于对于宽度要求较为宽;负载较大的场合。推荐使用负载10kg、0.5m/s。
⑥当滑块数量多,总负载超过80KG以上,线速度要求较快的时候,且负载有偏心的情况下,推荐使用1500W大功率电机(具体多少,可联系我
司技术人员确认):
⑦工位间距Y值必须是20的整数倍;
⑧夹具分度系列噪音分贝在60~85左右(具体多少分贝根据运行速度和周边应用场所而变);
⑨环形夹具轨道分度系统适用于产品运输、抓取、工装装配使用,不可工装快速冲压使用。
![]() 夹具分度系统对应表
夹具分度系统对应表
![]() 圆形夹具分度系统对应表
圆形夹具分度系统对应表
| 规格 | Aa | La | B | Ab | Lb | C(内宽) | L | d1 (同步轮周长) |
S (当直线段与圆弧段 需要二次定位时) |
Y (当直线段与圆弧段 需要二次定位时) |
H1 | H | H2 (滑块顶面到导轨 底面安装高度) |
a (定位摆角) |
| B255 | 420 | L+416 | 255 | 440 | L+436 | 47 | (总工位数×工位间距-300)/2 | 300 | ≥30 | ≥120 | ≤400 | ≤500 | 30.5 | 14° |
| B300 | 465 | L+465 | 300 | 485 | L+485 | 91 | (总工位数×工位间距-440)/2 | 440 | ≥140 | |||||
| B351 | 516 | L+514 | 351 | 536 | L+534 | 142 | (总工位数×工位间距-600)/2 | 600 | ≥180 | |||||
| B468 | 669 | L+665 | 468 | 689 | L+685 | 225 | (总工位数×工位间距-860)/2 | 860 | ≥40 | ≥260 | 38.5 | |||
| B612 | 813 | L+808 | 612 | 833 | L+828 | 371 | (总工位数×工位间距-1320)/2 | 1320 | ≥380 |
![]() 矩形夹具分度系统对应表
矩形夹具分度系统对应表
| 规格 | Am | Ln | B | Lq | Lw | LK (内宽) |
Lh (内宽) |
LX | LY | d1 (同步轮周长) |
S (当直线段与圆弧段 需要二次定位时) |
Y (当直线段与圆弧段 需要二次定位时) |
H1 | H | H2 (滑块顶面到导轨 底面安装高度) |
a (定位摆角) |
| B255 | LX+416 | LY+416 | 255 | LX+436 | LY+436 | LX+60 | LY+60 | (单边工位数-1)×工位间距+S×2 | (单边工位数-1)×工位间距+S×2 | 300 | ≥30 | ≥120 | ≤400 | ≤500 | 30.5 | 14° |
| B300 | LX+465 | LY+465 | 300 | LX+485 | LY+485 | LX+92 | LY+92 | (单边工位数-1)×工位间距+S×2 | (单边工位数-1)×工位间距+S×2 | 440 | ≥140 | |||||
| B351 | LX+514 | LY+514 | 351 | LX+534 | LY+534 | LX+144 | LY+144 | (单边工位数-1)×工位间距+S×2 | (单边工位数-1)×工位间距+S×2 | 600 | ≥180 | |||||
| B468 | LX+665 | LY+665 | 468 | LX+685 | LY+685 | LX+226 | LY+226 | (单边工位数-1)×工位间距+S×2 | (单边工位数-1)×工位间距+S×2 | 860 | ≥40 | ≥260 | 38.5 | |||
| B612 | LX+808 | LY+808 | 612 | LX+828 | LY+828 | LX+372 | LY+372 | (单边工位数-1)×工位间距+S×2 | (单边工位数-1)×工位间距+S×2 | 1320 | ≥380 |
-
怡合达商城小程序

随身商城一手掌握
-
微信公众号

订单/资讯随手掌握
微信技术交流服务群

扫码添加进群
Copyright © 2010-2026 东莞怡合达自动化股份有限公司 版权所有 粤ICP备14032684号
营业执照: 91441900566614589Q 网络举报APP下载中心
网络举报APP下载中心
 中国互联网举报中心
中国互联网举报中心