联系客服


















































请填写您的具体问题或建议(选填)
我们将为提供优质建议的用户赠送积分!
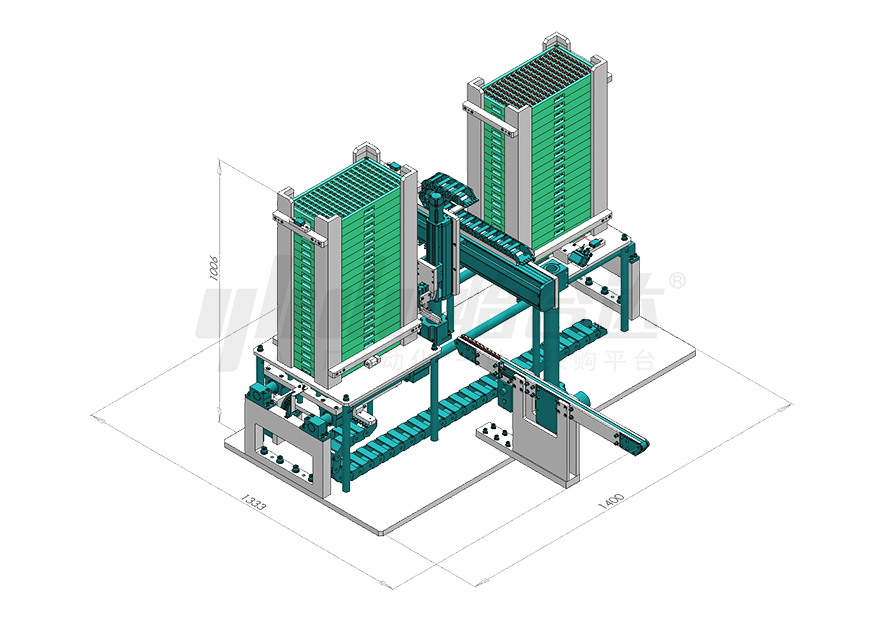
| 一、设计思路 | ||
| 设计目的: | 将36个来料工件放置变距组件A点位置(匹配来料工件分布位)后,变距组 | |
| 件以XY双向同步变距到B点位置(匹配料盘工件放置位,料盘工件放置位与 | ||
| 真空吸盘等间距尺寸同步可设计在50mm至70mm范围内),再取出工件放 | ||
| 至料盘。 | ||
| 设定场景: | 适用于上下料变距摆盘、组装、测试、包装等(如从注塑机模具取出的1模 | |
| 多个产品,需要变距后的分布位才适合下一步工序) | ||
| 动作流程: | 1.将36个来料工件放置变距组件A点位置(匹配来料工件分布位) | |
| 2.变距组件以XY双向同步变距到B点位置(匹配料盘工件放置位) | ||
| 3.取放料组件从变距组件取出工件放至料盘。 | ||
| 4.往复上面的流程 | ||
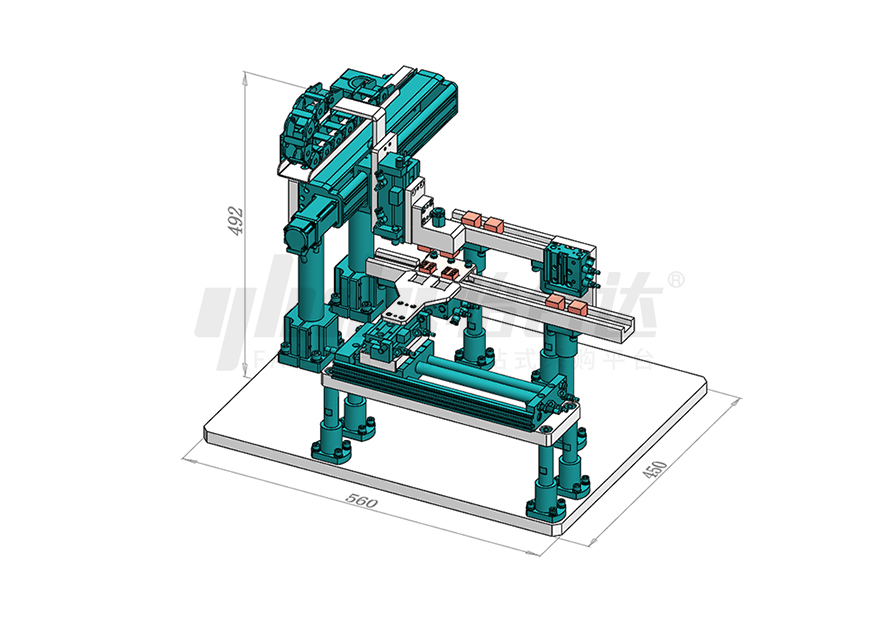
| 二、结构参数 | ||
| 外形尺寸: | L1100x W793 xH594(mm) | |
| 通用性: | 适用于工件位等间距尺寸在50mm至70mm内各种类似工件及治具(真空吸盘 | |
| 等间距位置须与料盘工件位等间距尺寸对应匹配设计)。 | ||
| 循环周期: | 6(s) | |
| 精度: | ±0.05/200(mm) | |
| 三、示例应用 | ||
| 工件形状: | 圆形 | |
| 工件尺寸: | ∅30 x 4(mm) | |
| 工件类型: | 3C | |
| 工件重量: | 单个工件≈2(g) | |
| 负载重量: | 单个工件≈2(g) | |
| 气源: | P=0.5(MPa) | |
| 真空度: | P1=-70(KPa) | |
| 电源: | AC220V 50Hz / DC24V | |
| 四、计算过程 | ||
| (主要标准件选型计算) | ||
| 负载率: | η=50% | |
| 重力加速度: | g=9.8(m/s²) | |
| 吸盘数量: | n=1 (单个工件使用) | |
| 安全系数: | f=8 | |
| 吸盘负载: | F1=Fg=0.002x9.8≈0.02(N) | |
| 所需吸附力: | W=F1/η=0.02/0.5=0.04(N) | |
| (整体设计工况计算) | ||
| 真空吸盘直径:D=20mm, 实际吸附力 W1=P1*S*0.1*n/f=70x1x1x3.14x0.1x1/8≈2.75(N) | ||
| 案例所需吸附力为0.04N,实际吸附力为2.75N, 因此符合当前设计要求。 | ||


评价此案例

关注官方微信公众号
订单/资讯随手掌握

90%标准件3天内发货
组装产品可按客户需求交付
定制品可按客户需求协商交期
怡合达智能仓储,急速发货

FA零部件SKU150万+
涵盖210个大类3539个小类
非标来图定制
可按需求开发行业新产品

行业优选精选,各大品牌引入
严格的内部质量管理体系
全方位的供应商质量管理体系
第三方检测认证,质量可靠

全系列产品均有3D模型
计算选型支持,提升设计效率
精选案例/产品知识,助力方案设计
售前支持,售后技术培训服务
Copyright © 2010-2024 东莞怡合达自动化股份有限公司 版权所有 粤ICP备14032684号
营业执照: 91441900566614589Q 网络举报APP下载中心
网络举报APP下载中心
 中国互联网举报中心
中国互联网举报中心