联系客服


























请填写您的具体问题或建议(选填)
我们将为提供优质建议的用户赠送积分!
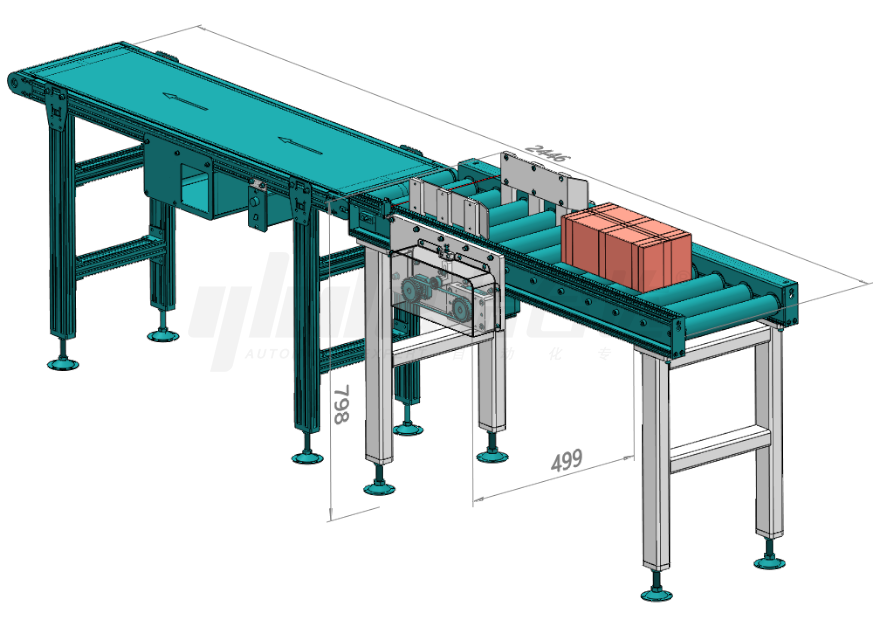
| 一、设计思路 | ||
| 设计目的: | 将流入电动辊筒输送机上的工件经过对中机构进行对中后再流入防跑偏平皮带输送机。 | |
| 设定场景: | 适用于包装、打包、机器人码垛取料、视觉检测等场景。 | |
| 动作流程: | 1.工件流入电动辊筒输送机。 | |
| 2.对射光电感应到工件后电动辊筒输送机停止,对中组件两侧挡板以夹紧方式将工件对中。 | ||
| 3.对中动作完成后,对中组件两侧挡板松开至初始位置。 | ||
| 4.电动辊筒输送机运行将工件流入防跑偏平皮带输送机。 | ||
| 5.往复以上动作流程。 | ||
| 二、结构参数 | ||
| 外形尺寸: | L2446x W499xH798(mm) | |
| 通用性: | 适用于宽度尺寸250mm以内的各种方形工件或外径尺寸Φ250mm以内的各种圆柱形工件 | |
| 循环周期: | 6(s) | |
| 精度: | ±0.05/300(mm) | |
| 三、示例应用 | ||
| 工件形状: | 方形 | |
| 工件尺寸: | 300 x 150x115(mm) | |
| 工件类型: | 包装 | |
| 工件重量: | 单个工件≈3(Kg) | |
| 负载重量: | 对中组件M≈13(Kg) | |
| 电源: | AC220V 50Hz / DC24V | |
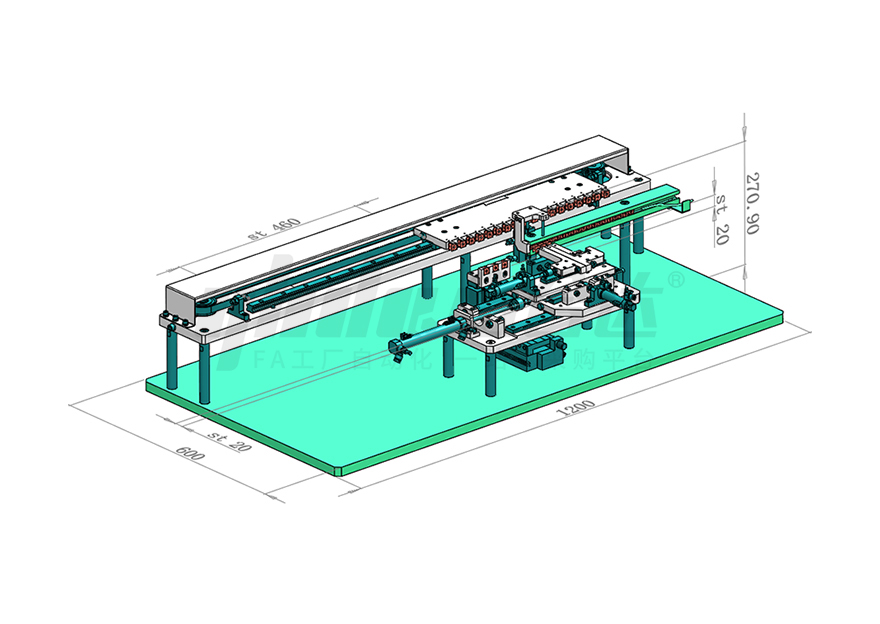
| 四、计算过程 | ||
| (主要标准件选型计算) | ||
| 重力加速度: | g=9.8(m/s²) | |
| 负载率: | η=50% | |
| 摩擦系数: | μ=0.1 | |
| 机械效率: | η1=0.9 | |
| 丝杠导程: | n=5(mm) | |
| 最高速度: | v=40(mm/s) | |
| 加速时间: | t=0.15(s) | |
| 加速时轴向负荷: | P=v/(1000*t)*M+Mug=40/(1000x0.15)x13+13x0.1x9.8≈16.2(N) | |
| 所需扭矩: | T=P*n/1000/(2π*η1)/η=16.2x5/1000/(2x3.14x0.9)/0.5≈0.029(N.M) | |
| (整体设计工况计算) | ||
| ZJT15-1.8-S-8-L65 扭矩=3.4(N.M) | ||
| 案例所需扭矩为0.029N,实际扭矩为3.4N, 因此符合当前设计要求。 | ||

评价此案例

关注官方微信公众号
订单/资讯随手掌握

90%标准件3天内发货
组装产品可按客户需求交付
定制品可按客户需求协商交期
怡合达智能仓储,急速发货

FA零部件SKU150万+
涵盖210个大类3539个小类
非标来图定制
可按需求开发行业新产品

行业优选精选,各大品牌引入
严格的内部质量管理体系
全方位的供应商质量管理体系
第三方检测认证,质量可靠

全系列产品均有3D模型
计算选型支持,提升设计效率
精选案例/产品知识,助力方案设计
售前支持,售后技术培训服务
Copyright © 2010-2024 东莞怡合达自动化股份有限公司 版权所有 粤ICP备14032684号
营业执照: 91441900566614589Q 网络举报APP下载中心
网络举报APP下载中心
 中国互联网举报中心
中国互联网举报中心